

The lean engine behind Aramisauto's used-car reconditioning center
NOTES FROM THE GEMBA - The author's visit to Aramisauto's Nemours plant reveals how a lean system built around flow, quality, and people development is turning the complexity of used-car reconditioning into a competitive advantage.
Words: Catherine Chabiron
Photo courtesy of Aramisauto
The three fundamentals of a successful business are the ability to design products that meet market expectations, the industrial or technical expertise to develop them on time and to a high standard, and the supply chain to deliver them. Ignoring or underestimating any of these elements is a costly mistake.
Today I am visiting the industrial heart of online car reseller Aramisauto: the Nemours reconditioning plant. The importance of this site cannot be underestimated, given that the reconditioning of used vehicles accounts for nearly 80% of Aramis Group's sales. Nemours opened in 2022, the second reconditioning center after the one in Donzère, in south-eastern France, which dates back to 2014.
"Aramisauto's business model was initially based on the online sale of pre-registered vehicles with very low mileage. The choice offered by the website and the pre-negotiated price represented a real breakthrough. But successive automotive crises, inflationary pressure and the need to preserve natural resources have changed market expectations. We realized very early on that we needed to learn how to professionally recondition used vehicles, using a lean industrial approach to make them much safer than traditional used cars, while remaining cheaper than new vehicles." - Romain Boscher, MD of Aramisauto France

A CLEAR DIRECTION
Nemours’s Director Mohammed Jabri welcomes me to his management Obeya to show me the results the site hopes to achieve this year.
"First, there’s the damage rate,” he explains. “This is the percentage of customer complaints received in the month following delivery that are attributable to the factory (mechanical, bodywork, cleaning). Our goal is to stay below 3%.” The plant also targets a reconditioning lead-time not exceeding three days. Total reconditioning costs are also monitored closely: as the vehicle's selling price is set by the market, controlling actual total costs is essential. Direct costs are monitored through the time spent on the vehicle and the cost of replaced parts. Indirect costs, by controlling that the center’s overall operation costs remain at target.
THE DAILY MORNING MEETING
Mohammed and I head downstairs to join the management team for the daily briefing. When we walk in, the morning briefing has already started. The team is reviewing the previous day's problems (the meeting will end with a list of today's problems). With the snow (I am visiting in January), the focus is mainly on the slippery car park and difficult test drives. Each major function of the factory (Logistics, Warehouse, Expertise, Production, Coordination, Human Resources, Maintenance) takes turns explaining its priority for the day, providing information, and raising any issues requiring assistance. It is both a sharing of information and a call for collaboration to make the day a success.

The various boards (which, later, I’ll also find in each team’s department during my gemba walk) are then reviewed:
- Safety. Four dangerous situations detected, with a shared resolution identified, thus contributing to the flow of ideas and to the right level of safety awareness.
- Employees. Lessons learned about the polishing trade (Mohammed suggests to have it included in a dojo).
- Quality. Fourteen vehicles are currently blocked. A solution to the problem of cracked tires and another to a defect detected by the customer are confirmed (Mohammed suggests working on a defect library).
- Deadlines. Average lead-time in the plant is less than 3.5 days, and a quick analysis is shown on vehicles blocked for more than 10 days.
- Performance. The volume of vehicles completed at this stage confirms that the weekly target will be met despite two absences in the morning and six in the afternoon (some of the people from the morning shift stayed to help).
The meeting lasts a total of 20 minutes.
“This type of daily meeting is fundamental for us. The goal is to build an overall optimum together, in the field, rather than letting one team optimize its performance at the expense of others. This is something we do at every level of the organization. Each member of the Executive Committee periodically reports on the changes they are working on, which then allows for discussion, or even negotiation, when the changes impact other functions.” - Romain Boscher
HIGHLY SOPHISTICATED FLOWS
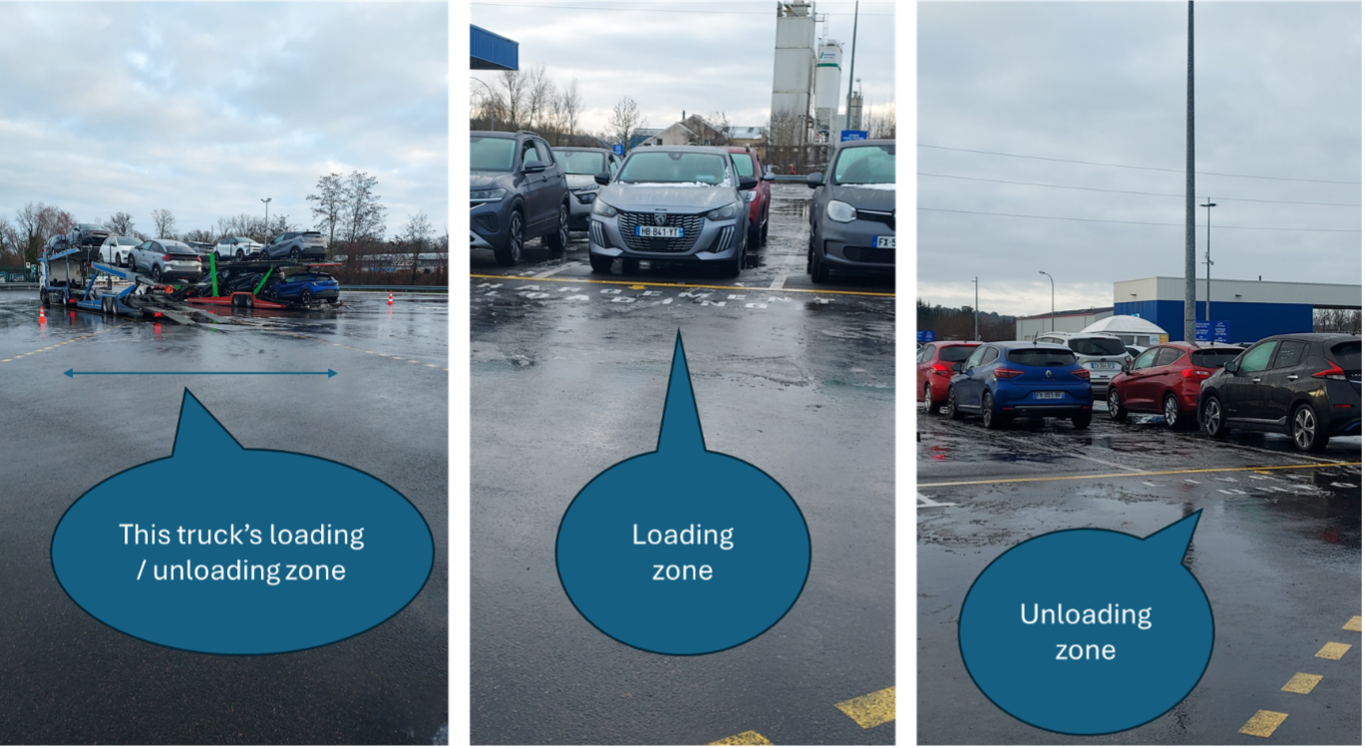
Nemours was designed taking into account what Donzère, the first plant, and Aramisauto had already learned. The visual management of the car park surrounding the reconditioning center, which we are now walking on, speaks for itself: red zones for blocked vehicles (no deadline or solution for the moment), waiting areas (for example for test drives or truck loading), and areas for vehicles ready for sale, already listed on the website and waiting to be called by agencies as soon as a delivery date is set. I count 16 parking spaces marked as red zones (1.5% of the total capacity of 1,170 parking spaces), 14 of which are occupied today.
The arrival of trucks is spread out over the course of the day, with a large electronic sign at the entrance of Nemours confirming the slot open to each lorry.

Drivers have been offered a deal: they must arrive on time and load or unload within 30 minutes, in exchange for a break with a warm coffee.
Everything on the ground is designed to remove any ambiguity in the truck preparation areas. Logistics prepares the vehicles for shipment in the loading area 30 minutes before the start of the truck's allocated slot.
Once unloaded, the vehicles undergo a visual inspection, fluid and tire pressure adjustments, and a test drive before a quick initial wash.

The difficulty of reconditioning, more so than with the maintenance of new vehicles, is the wide variability in the work content from one vehicle to another. Ignoring this means running the risk of having a vehicle wait for two hours because the reconditioning time for the previous vehicle is very long. Mohammed explains to me how, upstream of the Expertise workshop, which will carry out the reconditioning diagnosis, the vehicles have already been divided into two streams: those that are relatively recent or have low mileage (their diagnosis and reconditioning should be quick) and the others (which will take longer).
The line alternates between “quick” and “longer” vehicles to maintain an average takt time of 14 minutes for the interior/bodywork and 15 minutes for the mechanical parts. If the assessment cannot be completed within the scheduled takt time, the vehicle is moved to another cell for a more thorough diagnosis (any anomalies are removed from the line).

The diagnostics from the expertise inspection, which are easily recorded on the in-house software using a touchscreen tablet, enable the warehouse to order the required parts. Orders are placed on a pull basis with suppliers, who sometimes deliver up to three times a day.

Production will then be able to schedule the reconditioning. Vehicles are classified into five categories, from the simplest (1) to the most complex (5), and assigned to different lines. This allows for efficient queue management through work content.

Production has long been organized into process villages, by trade: mechanics, bodywork, painting, finishing. The Material Information Flow Analysis (MIFA) visible on the production team's boards shows that vehicles were crossing in all directions as they moved from the mechanical area to the bodywork and then to the paint shop. A sequence of complex cases also gave the teams the impression of being under constant pressure to meet an average takt time.
The teams have thoroughly reworked the production organization. Mohammed shows me the new multi-trade lines (mechanics, bodywork, painting, finishing, quality control) in continuous flow, dedicated to work contents of varying complexity. Line 5, which does not deal with bodywork or painting, reconditions simple cases in 45 minutes. Lines 1 and 2, which will tackle mechanical, bodywork and paint problems in sequence, will handle complex cases with a takt time of 210 minutes.
The variability in work content from one vehicle to another, even if both fall into the same category of complexity, can still be significant. Scheduling normally takes this into account by following a long complex case with a shorter one, in order to maintain the overall takt time. Nevertheless, inspired by a visit to AIO, Mohammed, with the help of Eric, the team leader, had the schedulers work on Yamazumi to show them how, in some complex cases, minor operations could be assigned to the Finishing station to keep each workstation below the line's takt time.
"In our Orient and Support approach, wedefine the destination, but not the route. The goal is to help teams find thenext step in developing their autonomy themselves." - Romain Boscher
I ask Mohammed about painting and color matching: “The color is produced using a pull flow,” he says, smiling. “A spectrophotometer analysis of the vehicle's color allows us to produce the exact color.” He explains that the manufacturer's color code cannot be used on a used vehicle, as the original color may have been altered by exposure to the elements.

DON'T PASS ON DEFECTS TO THE CUSTOMER
Mohammed shows me the end of the process. After the final road tests, reconditioning involves aesthetic finishing. Here again, clean, dirty and average vehicles alternate to stay within a takt time of 15 minutes.
“I recently had a Final Quality checkpoint added before delivering the vehicle to the customer,” Mohammed tells me. Certain cosmetic defects are identified as acceptable defects during the inspection, as the customer is purchasing a used vehicle and not a new one. The aim here is to go through everything that was meant to be corrected and to ensure that the customer will not encounter any problems.
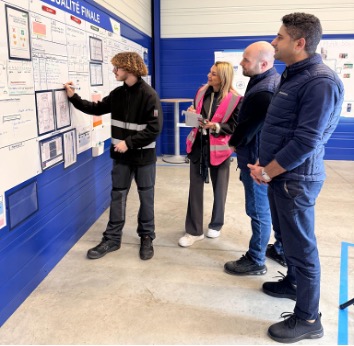
This final quality control is redundant with the finishing station checks. “It represents a cost that will have to be eliminated,” says Mohammed, “but I'm keeping it for now so that we can continue to learn internally from our failures without passing the burden on to the customer.”
The reconditioned vehicle ends its journey in the photo lab with a 360° camera for the interior and exterior, and detailed photos that will allow close-ups on the website. The vehicle is then ready to be put up for sale on the website and joins the car park before being “pulled” by an agency.
MAINTAINING THE BALANCE BETWEEN CUSTOMER AND EMPLOYEE SATISFACTION
I have a question for Mohammed. The plan to improve quality (3% maximum damage) and lead-times (3 days) is supported by all the visuals, routines and improvements that we have seen in the field. “All this makes sense for factory management and the entire supply chain, but how do you ensure the teams stay committed?” I ask him.
“The first thing we work on is safety,” he replies. He leads me to a sign at the entrance to the center that shows the hazardous areas or situations that have been brought under control with before-and-after visuals.

“Teams must report four dangerous situations per day, as you saw earlier at the daily meeting. If I don't see any for two days in a row, I stop the daily meeting and send them out into the field to find some,” explains Mohammed with a smile. The number of accidents resulting in lost time has thus been reduced by a factor of four between 2023 and 2025.
“We’ve made a lot of changes to the workflow in recent months,” Mohammed continues. “Our teams have sometimes criticized us for the pace of change and the priority given to business and transit time above all else. What I'm trying to do today, rather than forcing operators to adapt to takt time, is to better develop their skills.” On-the-job training to master new skills or improve existing ones reduces guesswork, mistakes, and transit time.
TEAM LEADERS AND THE HELP CHAIN
We return to the gemba to look at this from a different angle. “The example of the team leaders is striking,” Mohammed explains. “We used to have team leaders for each trade, such as mechanics or bodywork. When we started the new multi-trade lines, the team leaders assigned to these lines had to learn what they didn't know, so that they could help if there was a problem. Each team leader underwent a month of immersive, hands-on training to learn the procedures and risks involved in bodywork or mechanics.”
The software designed in-house by Aramisauto also incorporated lean concepts to assist the teams: it is impossible to move on to the bodywork preparation stage if a scheduled mechanical task has not been completed. Screens relay the software and turn orange if the time allocated to a workstation is nearing its end, alerting the team leader. The operator also has the option of triggering an andon, and the team leader then comes to assist them within the allotted time. If they are unable to do so, the support chain is designed to solve the issue: a team leader with mechanical skills can call on the team leader from the neighboring line, whose main skill is bodywork, for assistance, and vice versa.
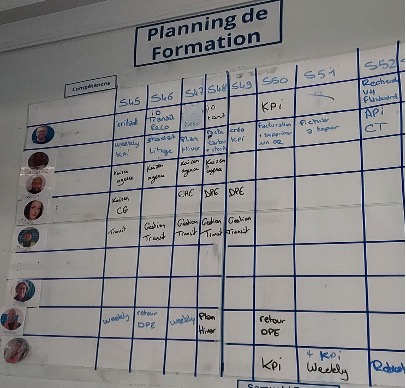
Team leaders are trained, supported and encouraged. Over the last six months, they have been introduced to the Toyota Production System, problem solving and daily line obeya facilitation, as well as learning sharing. “Problem-solving training is done in-house, using the language and examples of production,” Mohammed explains.
Problem solving has thus brought about a number of standards on key points that were not well mastered. Improvements to workstations and other suggestions are encouraged. I see a six-point kaizen on a board that explores a mechanical issue, such as whether or not to redo the wheel alignment if a component of the front axle is touched. Others work on the problem of paint residue and learn from the various experiments that have been launched. Mohammed shows me the standards and lessons learned stored by each major function, the skill matrices displayed on the wall by each team, and the associated training plans.
"Every decision is a problem-solving exercise. We have learning opportunities every day, everywhere, for each and every one of us. It is this daily development that makes each team member autonomous and flexible and enables them to better understand what they are doing." - Romain Boscher
The groundwork on flows, the quality controls put in place to protect the customer, the attention to everyone's safety, the support chains in case of problems, the development of skills and the improvement of technical gestures are inseparable: they constitute a complete system that Mohammed and his teams continue to study within a community of practice between Aramisauto reconditioning centers.
THE AUTHOR

Read more


INTERVIEW – During a chat with Planet Lean, Darril Wilburn explains why courage and humility are necessary elements to establish a culture based on continuous improvement.

FEATURE – Faced with increased production volumes, this Dutch company realized the need to improve its processes by developing people skills.

ARTICLE - Networking and learning from other practitioners is for many the number-one reason to attend a lean event. The Lean Summit France 2016, in Lyon on April 6-8, will be a great opportunity to network with like-minded people and to understand how a lean CEO thinks.

FEATURE – Until “check” and “act” become a natural part of daily work, we will always need formal audits to keep people focused and to sustain results. Here’s a few tips to make them work.
Read more

NOTES FROM THE GEMBA – In Part 1 of this mini-series on Aramisauto, the author explores how the company transformed its supply chain through pull flow, daily management, and problem solving.

NOTES FROM THE GEMBA – Catherine’s gemba walks are back after the summer break. This month, she visits a start-up that is using lean to manage its growth, and learns about its management’s extraordinary turnaround.

NOTES FROM THE GEMBA - Two French firms, AIO and Proditec, illustrate how Lean Thinking endures through crises by deliberately developing a new generation of leaders who sustain its culture and intent.

FEATURE – You have never seen a workshop like this before: Halfway Ngami in Botswana has creatively transformed car servicing and repairs by making problems visible and introducing flow.