

A well-engineered product is easy to make
INTERVIEW – Convinced that a product that is correctly engineered is easy to manufacture, this product development unit relies on lean thinking to ensure its remotely operated vehicles perform at their best.
Interviewee: Tyler Schilling, President, TechnipFMC Schilling Robotics
Planet Lean: TechnipFMC Schilling Robotics specializes in remotely operated vehicles (ROVs) and robotics for the deep water oil and gas industry. What challenges do you face having to operate in such difficult environments?
Tyler Schilling: One of the big challenges is the testing of our machines. We typically spend a whole month at sea testing the products. It’s a big undertaking, because you need a big and expensive vessel to do this. So, we look at ways to do preliminary forms of testing in our factory, so that we have a high degree of probability that we will pass the test during the so-called “sea trials”. To qualify this sort of equipment in a comprehensive way is a daunting task.
PL: What convinced you to move to lean thinking?
TS: We needed to make a transition from what I call a “Mr Fix-it” culture to a “Cure it” culture. That was the start of the lean journey. I didn’t know anything about lean principles at the time, but luckily the person we chose to help had an impressive resume in that area. He taught our business unit how to think and behave in a lean way. Interestingly, his experience was in the manufacturing and operations area, and when he helped to elevate that part of our work, that inspired the engineering department to improve their game dramatically.
It’s been an amazing journey. When we introduced one-piece flow in our facility, we were suddenly able to tackle a long-time problem of ours – to understand where defects come from (whether manufacturing or engineering) whenever one of our machines fails in the field. The rigorous consistency with which we were able to produce each serial number, after introducing lean thinking, confirmed a hunch I had had for quite some time: all of a company’s problems begin in the engineering department. Lean proved this was the case, and that problems are typically upstream: a product that was properly engineered is easy to manufacture. By the way, I feel like I have a license to be critical of engineering because it is my first love and the profession I most closely identify with.
PL: Speaking of engineering, how has lean thinking contributed to the improvement of your product development function?
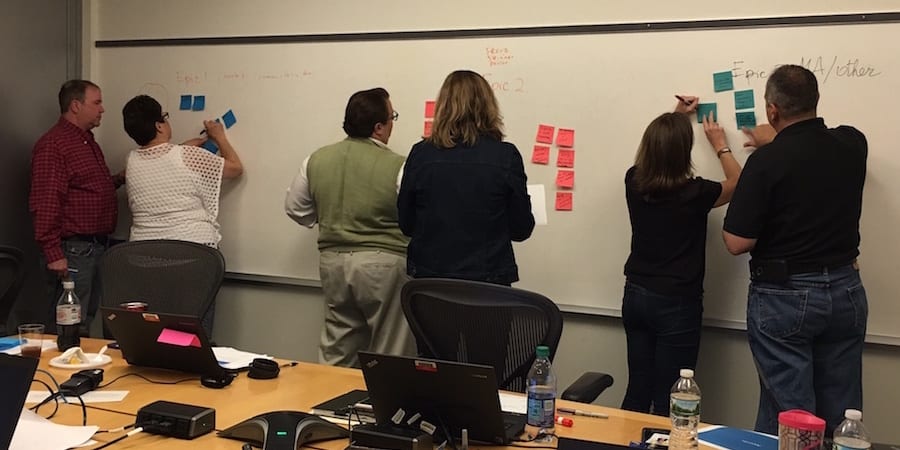
TS: When we work on new products, it is not uncommon for us to have to simultaneously develop between 18 to 20 fundamental features the system needs in order to work. We never work on just one sensor or an actuator; we are constantly progressing on several dozen fronts at once. One of the problems we always ran into before applying LPPD was that you can start well aligned with the development teams, but as soon as the design of one or two teams has to veer a little bit from the original, it’s hard to keep the other teams synchronized with the changes.
For example, a team that is developing all the cabling and wiring for a robot could be told that the hole through the center of the actuator has to be one inch in diameter. When the actuator team runs into a problem in their development process, however, and has to shrink the hole to three-quarters of an inch for real-life technical reasons, the cabling team is still using connectors in their design that apply to the one-inch hole. There are millions of such instances happening in a complex development program!
The whole obeya construct – whereby everyone has access to information and shares regularly – has completely eliminated the painful dimensions of that lack of synchronization and alignment. It’s saved us a fortune, too!
PL: What about the cultural side of your lean transformation?
TS: One of the reasons we were able to embrace lean and LPPD so enthusiastically was that we have always had a learning culture. The idea that improvement needs to be continuous really spoke to us. Before we learned about the Toyota Production System, we didn’t have a framework or a set of techniques to draw inspiration from and our efforts were ad hoc. We did it with enthusiasm, but not a lot of expertise. Lean gave us a whole set of tools. For instance, A3 thinking has really made a difference in our ability to achieve objectives, both what we call non-business as usual (the improvement side of our work) and the keep-the-business-running targets.
All of these things really depend on having the right people on the bus. For years and years, we have had a brutally rigorous interviewing process – it’s not easy to get hired in our business unit and we sometimes spend up to nine months to select a candidate. Too many times I have made the mistake of falling in love with someone’s resume – perhaps because they technically ticked all the boxes – only to find how poor a match they were culturally. To quote Ben Hartman from the lean farm, you need to have the right seeds to grow wonderful vegetables. The same is true for underwater robotics arms!
PL: What were the main stages of your lean journey?
TS: A huge milestone was the hiring of Paul Whalen, who brought with him the Toyota expertise. We had to move past the idea that lean thinking only applies to high-volume operations – we are not in the business of manufacturing one of our robotic arms every few seconds. Luckily, after his tenure at Toyota, Paul had gone on to apply lean ideas in a number of different settings, including a satellite manufacturing operation, which made even more complicated equipment than we did and even less frequently. Paul showed us that lean thinking applies to all work, all volumes, and all environments.
Another milestone was the dramatic improvement in efficiency in the manufacturing space, which showed the benefits of lean to our engineers. Once we embraced LPPD, change came even faster. Having great coaches from the Lean Enterprise Institute and being culturally accepting of this approach was a crucial combination for us. We are a very small business unit within TechnipFMC – there is only 200 of us – but we have an impressive track record over many years of developing products that people end up buying and that work. Within a large organization, having the credibility we have is really important – without LPPD, this would have been harder to achieve.
PL: Can you tell us about your personal transformation?
TS: One of the big transformations for me has been to get so much personal fulfilment out of seeing others in the organization experience and enjoy success. It’s great to work in a high-performing team. It’s great to see people experience success on a personal level. The more I get to watch that, the less I do… and the better we get.
THE INTERVIEWEE

Read more


FEATURE – This piece analyzes the different elements of scrum, an agile software development framework, as seen from the point of view of traditional lean thinking.

FEATURE – SMEs represent the backbone of many economies, but few of them contemplate embarking on a lean transformation. The author discusses why and offers some tips to help them embrace lean.
INTERVIEW – Business services company Dun & Bradstreet learned that the best way to tackle organizational challenges is using a combination of agile, lean startup and more traditional lean principles.
FEATURE – In the second article in our series with Theodo, the CTO tells us about an experiment that showed how problem solving is easier when the job is clearly defined.