


COLUMN – The author discusses how deeply rooted beliefs and social dynamics impact healthcare change, and what Lean teaches us about turning the tide.

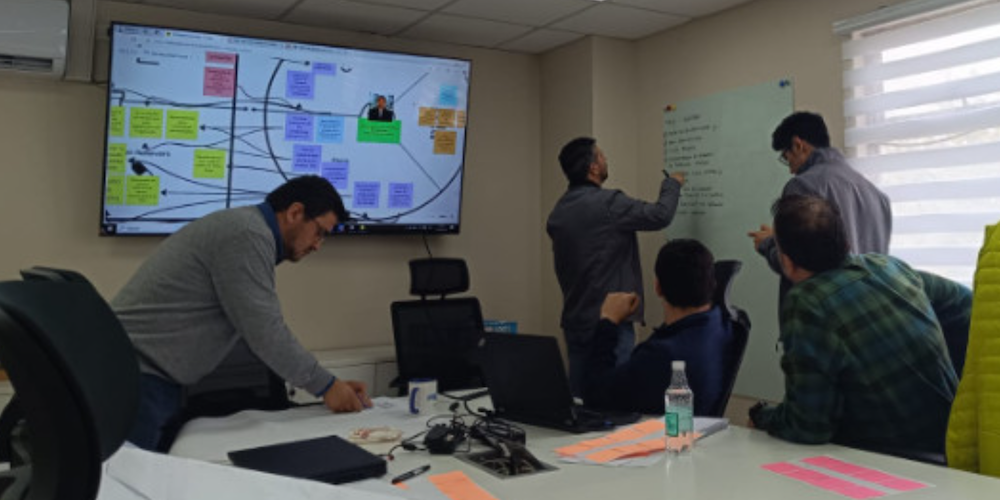
FEATURE - A first Jishuken at a struggling injection parts supplier reveals how MIFA, PCC, and mizusumashi transformed push scheduling into pull flow—reducing delays and revealing Lean's real lesson: developing thinkers, not just deploying tools.

THE LONG READ – The author argues that Lean succeeds not because of its tools, but because of the attitudes that give meaning to customer focus, quality, flow, and kaizen.
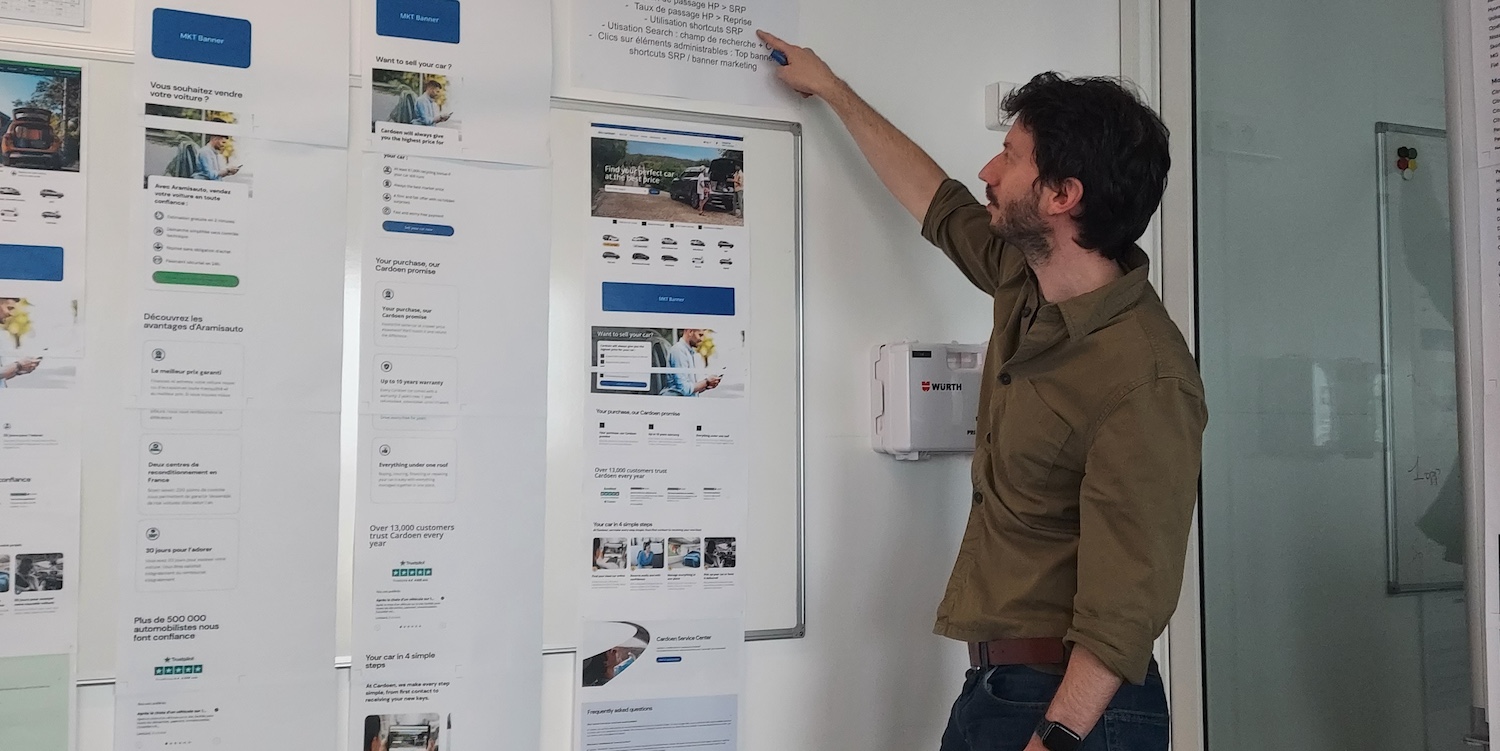
NOTES FROM THE GEMBA – In the last article about Aramisauto’s transformation, the author discovers how Lean shapes the website behind millions of customer interactions every month.

MY AHA MOMENTS – The author looks back on a factory transformation that proved lasting change begins when improvement becomes people’s own idea.

COLUMN – In this column, three lean and technology experts respond to the same pressing question shaping today’s tech/AI debate. This month, we dive into why building people-first organizations in more important than ever.

FEATURE – Lean transformations often fail because of well-intentioned CEOs undermining autonomy, mastery, and purpose. The author reminds us why leaders need change themselves first.
JUST SAY THE WORD – Mendomi teaches that trust, not just competence, is what makes teams and organizations (and AI adoption) truly work, explains the author as it dives into another term from his lean glossary.

INTERVIEW – Over the past decade, Catherine Chabiron’s Notes from the Gemba series has turned into some of the most insightful content on Planet Lean. Our editor sits down with the author to talk genchi gembutsu, writing, and building a lean community.

FEATURE – The Lean Global Connection 2026 will take on the defining challenge of our time: how to build organizations where people and technology bring out the best in each other. Our editor explains why this conversation can't wait.

FEATURE – Performance issues are normally addressed as process problems, but in many cases, the root cause lies elsewhere. The author reflects on a recurring yet often ignored problem.

FEATURE – Despite advanced technologies like BIM and AI, construction faces a productivity crisis. Combining Lean, digital tools, and industrialized methods offers a path to faster, more efficient delivery.

NOTES FROM THE GEMBA - The author's visit to Aramisauto's Nemours plant reveals how a lean system built around flow, quality, and people development is turning the complexity of used-car reconditioning into a competitive advantage.

MY AHA MOMENTS – The author recalls a lean transformation that stalled until leaders confronted the culture of blame in the company—a precondition for surfacing mistakes and improving processes.

FEATURE – Drawing on his career as a lean manager for a Nike supplier, the author traces how Lean transformed Nike's footwear manufacturing and argues real success requires embedding problem solving in everyone.

FEATURE – TPS is an altogether different economic model—one that resolves the trade-offs between efficiency, flexibility, human dignity, and sustainability that mass production treats as inevitable.

COLUMN – In this column, three lean and technology experts respond to the same pressing question shaping today’s tech/AI debate. This month, we ask what a lean approach to AI looks like.

FEATURE – Visits to nearly 30 automotive plants across Japan and Germany reveal what truly separates good factories from exceptional ones—and the answer is surprisingly simple.
FEATURE – The author examines the term “stupidity” as the brain's default mode—motivated reasoning, cognitive dissonance, and groupthink—and how Lean's problem-awareness culture counters willful blindness to inconvenient truths.

FEATURE – During a site visit to Halfway Production Centre in Johannesburg, the author is reminded of how learning to see demands coaching and mental-model shifts, not just observation or motivation alone.

CASE STUDY – The transformation of Esquel’s dining operations shows how improving employee wellness, work conditions, and skills can unlock productivity, engagement, and long-term sustainability across operations.

NOTES FROM THE GEMBA – In Part 1 of this mini-series on Aramisauto, the author explores how the company transformed its supply chain through pull flow, daily management, and problem solving.

MY AHA MOMENTS – In the second article of his new sieries, the author addresses the hidden cost of multitasking, explaining why focus—and not constant activity—drives real productivity.

FEATURE – The real power of Lean lies not in efficiency tools, but in its ability to turn organizations into learning networks where interaction, engagement, and shared problem solving create lasting collective intelligence.

COLUMN – In this column, three lean and technology experts respond to the same pressing question shaping today’s tech/AI debate. This month, we ask whether AI will force more organizations to embrace Lean Thinking.

CASE STUDY – How a Brazilian clinic is launching a lean journey to support a monthly subscription model, standardizing care through digital protocols while boosting clinical effectiveness and customer satisfaction.

FEATURE - In this series based on his latest book What’s Lean?, Michael Ballé explains lean terms, from the most common to the least known, to uncover the meaning and thinking behind them.

FEATURE – Toyota’s Woven City provides a blueprint for radical innovation based on a three-level learning architecture and “kakezan” partnerships, enabling experimentation, real-world validation, and scalable value creation.

FEATURE – Drawing on Lean Institute Africa’s experience, the author shows why practical Lean, rooted in standards, PDCA, and people development, is necessary in the continent’s complex environment.

FEATURE – For this Chilean equipment distributor and service provider, what began as a simple waste problem became a lesson in observation, behavior change, and the power of method.

NOTES FROM THE GEMBA – In part 2 of this account on her gemba walks at Veolia, the author visits the company’s Majikan hub, learning about centralized planning, standards, and learning systems.

MY AHA MOMENTS – Opening a reflective new series on his lean “aha” moments, the author recalls discovering the power of gemba observation to reveal hidden capacity without investment.
COLUMN – In this column, different lean and technology experts answer the same pressing question shaping today’s tech/AI debate. This month, the question on everyone's mind: will AI really take our jobs?

FEATURE – Lean engineering keeps products alive by relentlessly reconnecting them to real use—learning across generations, shaping clear purpose, and resolving constraints early so value endures as markets evolve.

FEATURE – Between hype and skepticism, understanding AI’s true capabilities is essential for leaders seeking to applyit meaningfully within their organizations.

CASE STUDY – By combining lean methods with happiness science, Vietnamese company Biti’s transformed its culture, improving performance, engagement, and wellbeing while placing people at the heart of continuous improvement.

FEATURE - In this series based on his latest book What’s Lean?, Michael Ballé explains lean terms, from the most common to the least known, to uncover the meaning and thinking behind them.

INTERVIEW – Ahead of this month’s UK Lean Summit, Dave Brunt shares some of the highlights of this year’s event and tells us about how Lean Enterprise Academy ensures every summit is relevant to attendees.

FEATURE – The authors explore how, together, daily management and hoshin kanri align front-line work with strategy, enabling continuous improvement, learning, and effective execution.

NOTES FROM THE GEMBA – By renewing its focus on value and turning the gemba into a place for learning, Veolia Eau France is improving safety, efficiency, and customer satisfaction. (Part 1 of 2)

FEATURE – Silicon Valley’s dominance-driven model prioritizes scale over responsibility, risking societal harm. Conversely, Lean’s human-centered approach reframes business as community-building, long-term value creation, and shared learning.
COLUMN – In this column, three lean and technology experts respond to the same pressing question shaping today’s tech/AI debate. This month, why you are not seeing any return on your AI investment.

CASE STUDY – Our editor visits TEB, a social enterprise in Barcelona that’s relying on simple kaizen and a growing improvement culture to stay competitive and fulfil its all-important mission.

FEATURE – A senior executive recounts implementing Lean in different organizations, shifting from tools to systems, building performance management and Obeya routines to embed a sustainable, leader-driven improvement culture.

FEATURE – An oil executive looks back at his lean journey, sharing reflections, revealing hard truths and reminding us that leadership transformation happens through setbacks.

FEATURE - In this series based on his latest book What’s Lean?, Michael Ballé explains lean terms, from the most common to the least known, to uncover the meaning and thinking behind them.

FEATURE – In this Argentinian hospital, leading with respect and kindness strengthened patient value, resilience, and culture, enabling sustainable growth and collective learning.

FEATURE – FPZ’s Hoshin Kanri journey reframed strategy as a living system, aligning purpose, cross-functional tactics, and execution discipline to ensure adaptability and kickstart an organizational metamorphosis.

NOTES FROM THE GEMBA – The author explores how France’s Lean community evolved through gemba practice, kanban-driven engagement, communities of practice, and a flywheel model turning shared learning into momentum.
COLUMN – In this new column, three lean and technology experts respond to the same pressing question shaping today’s tech/AI debate. This month, they discuss the mistake companies make every time a new technology emerges.
FEATURE – ME Elecmetal in Chile applied Lean Product and Process Development to cut lead-times, boost collaboration, and build a sustainable system for innovation.

CASE STUDY — The CEO of an Italy-based hydraulic valves manufacturer recounts the company’s move from inventory-heavy uncertainty to customer-driven flow, using Kanban to collapse lead-times and eliminate warehouses.
FEATURE - In this new series based on his latest book What’s Lean?, Michael Ballé explains lean terms, from the most common to the least known, to uncover the meaning and thinking behind them.

CASE STUDY – The author shares an account of LEGO Manufacturing kft.’s lean and digital transformation, showing how lean foundations, careful digital adoption, and human ownership combine to deliver sustainable improvement.

CASE STUDY – How lean concepts and practices are addressing and reversing increases in hospital infections, staff absences and transfers in the intensive care units of this Brazilian hospital.

CASE STUDY - The Catalan government’s infrastructure unit used lean experimentation, training, and A3 problem solving to improve service, safety, collaboration, and outcomes.

NOTES FROM THE GEMBA – This article explores how Sodebo’s leaders use TPS to scale craftsmanship, improve flow, and strengthen consumer focus across operations.

FEATURE - Based on his 25-year leadership journey, the author discusses how ownership-based leadership fosters responsibility, resilience, and sustained organizational excellence.

FEATURE - Lean discipline strengthened maintenance quality at Vale Indonesia’s nickel smelter by developing leadership, enabling early detection, and improving furnace reliability.

FEATURE – Effective problem solving through A3 requires shared observation and dialogue, not perfect documents; when teams learn together across boundaries, improvements address root causes and endure.
FEATURE – As we bid farewell to 2025, our editor looks back to Planet Lean content from the past 12 months and offers some important reflections on Lean in a world that seems to go faster every day.

FEATURE - Using 5S thinking beyond tools, the article explores how mental clutter, assumptions, and habits create waste—and how structured problem-solving restores clarity.

INTERVIEW — In this Q&A, Michael presents his latest book—a glossary of lean terms that’s meant to challenge our long held beliefs about lean concepts, and to make it fun.
NOTES FROM THE GEMBA — This French tech firm thrives through Lean Thinking, continuous learning, and customer-focused innovation, embodying Toyota-inspired resilience in software development.

FEATURE – How breakfast restaurant Omelegg used Lean Thinking to slash waiting times, eliminate waste, and introduce a 4-day work week.

FEATURE – Patience enhances leadership effectiveness by fostering respect, critical thinking, and collaboration, leading to better communication and decision-making, says the author.

FEATURE — This team at a Scottish university has developed a visual control for bodily fluids that is solving a messy problem in healthcare.

FEATURE — Ramondin’s Latin American team transformed operations by aligning strategy and daily management through Lean practices, Hoshin Kanri, and A3 problem-solving.

INTERVIEW — Ahead of next week’s Lean Global Connection, one of our speakers talks about how the comprehensive lean transformation of Indonesian food company Garudafood.

CASE STUDY — Simon, a Spanish leader in electrical mechanisms, went from growth-fueled fragmentation and operational complexity to a coherent, people-centric lean system spanning factories and offices worldwide.

FEATURE — Lean Thinking is redefining agriculture by turning farms into systems of continuous learning, boosting productivity, reducing waste, and empowering people through daily problem solving.

FEATURE — Lean can work in one of the most difficult parts of the world—war-torn Somalia—and it can help you in challenging contexts, too.

FEATURE – Nordic Door and its Lithuanian partner NDC are applying Lean Thinking and PDCA to develop people, improve quality, and strengthen trust across borders through shared learning.

FEATURE – During a visit last month, members of the Lean Global Network were able to witness Coloplast Hungary’s remarkable Lean progress—cutting lead-times, boosting flow, and strengthening a culture of continuous improvement.

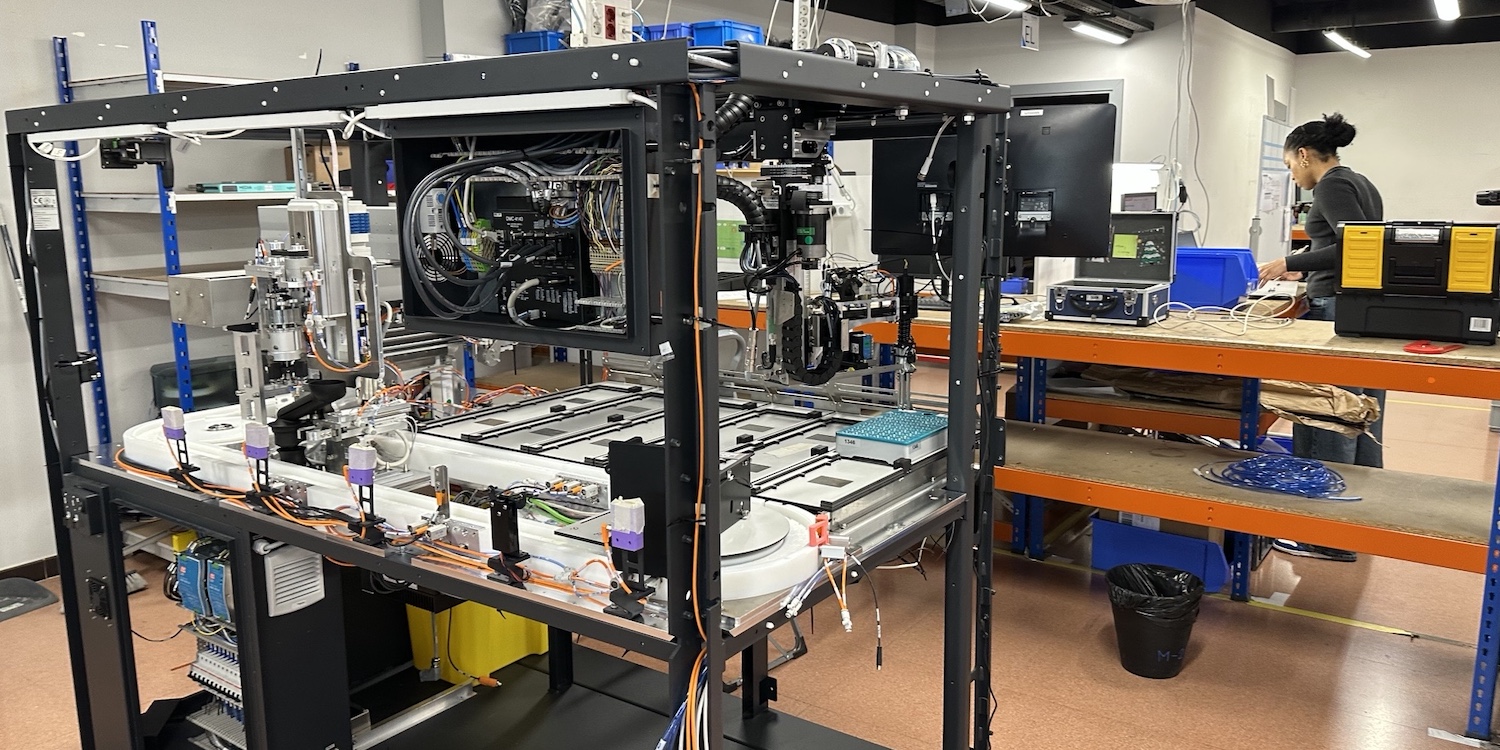
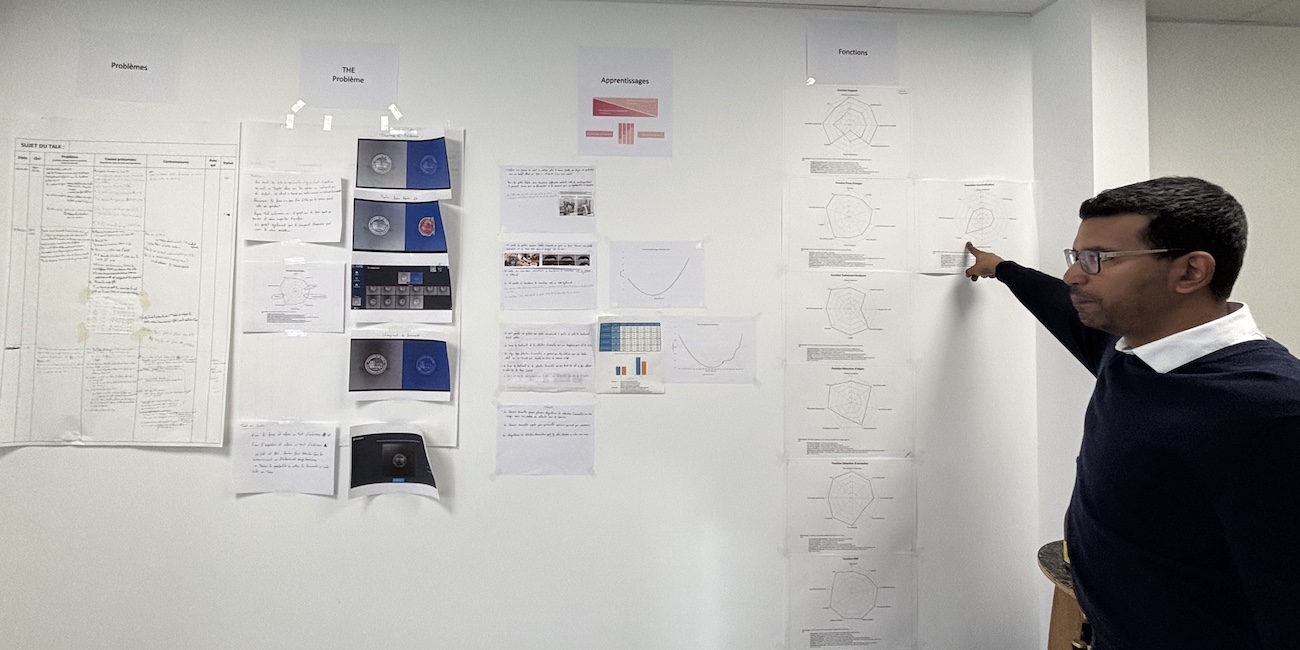
NOTES FROM THE GEMBA - Two French firms, AIO and Proditec, illustrate how Lean Thinking endures through crises by deliberately developing a new generation of leaders who sustain its culture and intent.

CASE STUDY – Gilbarco Veeder-Root transformed its global supply chain by adopting an e-kanban software, integrating warehouses, suppliers, and plants worldwide.
INTERVIEW – Instituto Lean Management in Barcelona is getting ready to host its first summit in a few years. We caught up with President Oriol Cuatrecasas to hear what attendees can expect.

INTERVIEW – In this Q&A, the CEO of EHA Clinics in Nigeria shows how leadership embraced continuous improvement, empowered staff, and shifted from firefighting to coaching, creating safer, more efficient patient-centered care.

FEATURE - Managers often confuse doing work with managing work. Effective management requires focused metrics—service performance, customer demand, and system constraints—rather than overwhelming, lagging control data.

NOTES FROM THE GEMBA – Aloïs, a Bordeaux-based home care provider, applies Lean Thinking to ensure continuity of care, support employees, and grow sustainably while prioritizing patient needs and staff wellbeing.

FEATURE - Learn how complacent leaders and poorly designed systems can compromise ethics, quality, and sustainability in healthcare organizations.

FEATURE - Three days of learning-by-doing and hands-on improvement work to bring real results for a hotel in Colombia, as Lean Global Network gathered in the Caribbean for its latest Jishuken event.

NOTES FROM THE GEMBA - Alliance MIM navigates market crises leveraging Lean Thinking, emphasizing flow, maintenance, deep process knowledge, and visible learning to stay competitive in a complex, high-precision manufacturing environment.

CASE STUDY – This Indonesian nickel smelter used Lean to stabilize furnace operations by reducing excess carbon in calcine through root-cause problem solving, automation, and operator-driven improvements at the gemba.

INTERVIEW - Festo’s lean journey improved competitiveness by embedding Lean into daily operations, strengthening leadership engagement, accelerating innovation, and turning Bulgaria into an internal hub for innovation.

FEATURE – Healthcare’s complexity demands simplification. By reducing variation, eliminating waste, and rethinking processes, leaders can improve performance, capacity, and safety while enhancing staff engagement and delivering unexpected positive outcomes.

INTERVIEW – In the face of rapid change, UniCredit Bulbank embedded Lean Thinking to simplify work and empower front-line innovation, proving leadership thrives on teamwork, continuous improvement, and adaptable processes.

SAVE THE DATE – Our editor introduces the theme of this year’s Lean Global Connection, which focuses on rethinking leadership to ensure our organizations can tackle daily issues while keeping an eye on their long-term strategy.

INTERVIEW – AI will shrink companies and workflows, challenging human relevance. In a world of accelerating technological disruption, Lean Thinking and adaptability are more important than ever.

NOTES FROM THE GEMBA – At GHU Paris, leadership pairs strategy with gemba visits, 5C problem-solving, and cross-functional learning to create a resilient, people-centered improvement culture in psychiatric care.

FEATURE – This student’s research confirms that lean efforts stall when culture lags. Case evidence shows fear, poor communication and top-down tools breed resistance, but participatory leadership fosters resilient lasting outcomes.

INTERVIEW - Our editor sits down with the General Manager of Sensata Technologies to learn how they have been blending culture, leadership, and digital tech to drive agility in global sensor manufacturing.
CASE STUDY – Lean allowed NGNY to evolve from creative improvisation to structured performance by redesigning operations and standardizing processes – achieving reliable deliveries, built-in quality, and a cultural transformation.

CASE STUDY – Italian company El.Co. leveraged digitalization to overcome some key limitations of its manual kanban system while maintaining its pull system intact.

FEATURE – Thanks to Lean, EHA Clinics improved safety, efficiency, and patient experience. Now they’re hoping their results will inspire a growing movement to transform healthcare across Nigeria.

CASE STUDY – Facing costly inventory errors, Hidrogística transformed its warehouse operations by engaging its team, standardizing processes, and building a culture of ownership – reducing discrepancies from 5% to near zero.

FEATURE – The author shares his thoughts about the thinking that informs Uri Levine’s book and explains why this is perfectly align with a lean mindset.

FEATURE – Our editor attends a Lean Day at Dreamplace Hotels & Resorts in Tenerife. In this report, he shares his thoughts about team building, following up on improvements, and yokoten.
CASE STUDY – This French firm transformed its engineering approach through continuous learning, radical redesign, and user-driven innovation, evolving into a lean, resilient company with a strong culture of development.

FEATURE – The author explores how SKC embraced Lean Thinking as a cultural shift – one that empowers people, transforms leadership, and shows how true sustainability starts with human growth.
